Tank Mixing Eductors
 Tank Eductors for Efficient Liquid Mixing & Circulation
Tank Eductors for Efficient Liquid Mixing & Circulation
Tank eductors (also known as circulating tank eductors or tank liquid agitators) provide a highly efficient and cost-effective method for mixing liquids in both open vessels and enclosed tanks. By utilizing fluid dynamics rather than mechanical agitation, tank eductors create powerful internal circulation that keeps tank contents in constant motion and ensures uniform blending.
Unlike mechanical mixers, tank eductors generate an intimate mixing action through flow amplification and entrainment. In many applications, this produces a level of circulation and agitation that cannot be duplicated with traditional mechanical methods.
Why Tank Eductors Outperform Mechanical Mixers
Tank eductors are capable of handling a wide range of liquid viscosities, including:
- Water and low-viscosity fluids
- Viscous liquids
- Slurries and suspensions
- Liquids of differing specific gravities
 The strong internal circulation produced by tank eductors ensures consistent tank conditions by:
The strong internal circulation produced by tank eductors ensures consistent tank conditions by:
- Maintaining uniform temperature distribution
- Stabilizing pH levels
- Preventing solids settling
- Eliminating stratification
- Preventing separation of non-mixable liquids
Because tank eductors have no moving parts, they are inherently non-clogging, require minimal maintenance, and offer long service life in demanding industrial environments.
Energy-Efficient Flow Amplification
A key advantage of tank eductors is their high “pick-up ratio” — the ratio of entrained fluid to motive fluid. Optimized internal flow paths allow tank eductors to:
- Maximize hydraulic efficiency
- Produce superior flow amplification
- Generate an optimal internal tank flow field
- Deliver more mixing activity without increasing pump size
 In many cases, tank eductors allow the use of a smaller recirculation pump than would be required with mechanical mixing systems. This results in:
In many cases, tank eductors allow the use of a smaller recirculation pump than would be required with mechanical mixing systems. This results in:
- Reduced energy consumption
- Lower operating costs
- Improved hydraulic performance
Existing transfer pumps can often be utilized for both pumping and mixing, reducing capital investment.
Tank Eductor Design Advantages
Modern tank eductors are engineered for durability, simplicity, and performance:
- No moving parts — minimal maintenance
- Compact design — does not interfere with internal tank components
- In-tank mounting — eliminates complex overhead support structures
- Lightweight construction — easy installation
- Available in materials suitable for food, chemical, refining, and general process industries
Because tank eductors create a directed internal flow field, they produce a unique agitation pattern that is particularly effective for viscous fluids, gas dispersion, scrubbing applications, and blending liquids of different densities.
 Applications for Tank Eductors
Applications for Tank Eductors
Tank eductors are widely used in:
- Chemical processing
- Petroleum refining
- Food and beverage production
- Wastewater treatment
- Bulk storage tanks
- Batch process vessels
Wherever reliable mixing, circulation, and tank uniformity are required, tank eductors provide a proven, low-maintenance solution.
Available options
- Materials-Conns
- Manifolds
Standard materials are cast or fabricated in: bronze, 316 stainless and carbon steel. Cast units range from IPS 3/4 to 2. Larger sizes and other materials are fabricated. Consult the factory for details.
Standard body connection for 3/8 and 3/4 units is male NPT and for 1-1/2 through 3, female NPT. Over 4" is flanged. Optional connections include female/male NPT, butt weld, socket weld, VictualicTm, sil-braze, and flanged.
Standard Materials:
* Carbon Steel
* 316SS
* Bronze
* PVC
* PPL
* PVDF
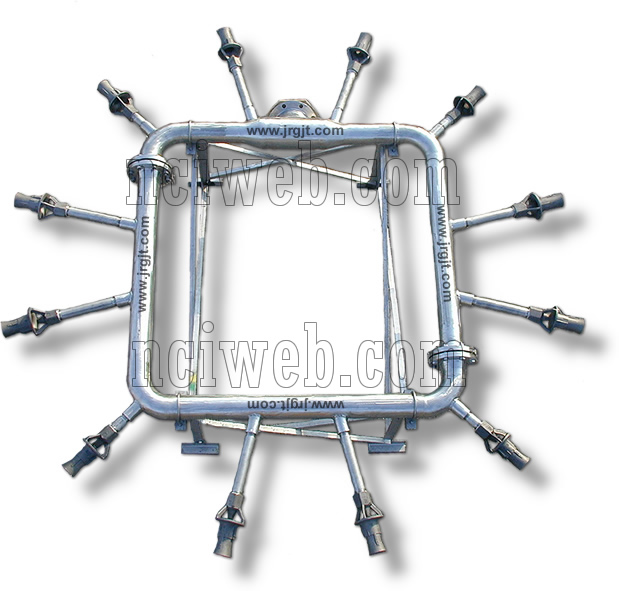
Custom Tank Eductor Manifold Designs
We can design manifolds customized to your unique application(s). Drawing from our years of experience will help take the guess work out of your layout design(s).
When turnover rates are used to calculate mixing it is important to consider the viscosity of the fluid and the amounts of solids present. It also important to consider the size, weight and shape of the tanks which may limit the free flow of the mixing solids to maintain suspension. The viscosity or odd flow field within the tank, and suspensions that separate easily may demand constant mixing. In most cases, the tank eductor will usually provide a homogenous mixture of the vessel in one to three turnovers.
When operated with pressure drops between 10 and 60 PSI, the tank eductor will entrain at least 4 times as much tank liquid as the motive liquid used. For pressure drops over 60 PSI, the amount of fluid entrained by the tank eductor remains almost constant. Up to 5 to 1 Entrainment.
To calculate the required turnover time for the tank with pressure drops between 10 and 60 PSI, divide the tank volume by the result of the number of eductors times the outlet flow (GPM).
Tank shape and size
Tank shape and size influence the placement and number of circulating tank eductors required to assure even agitation of the entire volume of fluid . A spherical tank with a single circulating tank eductor mounted as shown in the illustration makes the best use of the mixing and flow characteristics of the circulating tank eductor . With no corners to impede flu id flow , the fluid circulates evenly and naturally. A single circulating tank eductor will often be sufficient to circulate the entire tank contents. The angular intersection of surfaces in cylindrical , square or rectangular tanks can interrupt fluid flow patterns and cause fluid stagnation in these areas. A single circulating tank eductor, mounted as shown in the illustration , will tend to minimize this effect . However, multiple circulating tank eductors can often produce more efficient mixing when using these tank shapes.
Long, narrow tanks such as tank trucks or railroad cars, normally require multiple circulating tank eductors when the ratio of their length to diameter is greater than 2:1. This applies to horizontal or vertical tanks and for any shape of tank cross section.
Larger tanks of any shape may require multiple circulating tank eductors to maintain agitation in all parts of the tank.
| Size IPS | Pressure Difference, PSI | ||||||||||||
| 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 140 | ||
| Motive Flow (GPM) | 7.1 | 10.0 | 12.3 | 14.2 | 15.8 | 17.4 | 18.7 | 20.1 | 21.3 | 22.4 | 24.6 | 26.5 | |
| 3/8" MNPT | Outlet Flow (GPM) | 35 | 50 | 61 | 71 | 79 | 87 | 88 | 90 | 91 | 92 | 94 | 96 |
| Max. Plume Length | 4 | 8 | 12 | 16 | 22 | 29 | 36 | 43 | 50 | 58 | 72 | 86 | |
| 3/4" MNPT | Motive Flow (GPM) | 15.4 | 21.8 | 26.7 | 30.8 | 34.5 | 37.8 | 40.8 | 43.6 | 46.3 | 48.8 | 53.4 | 57.7 |
| Outlet Flow (GPM) | 77 | 109 | 134 | 154 | 172 | 189 | 192 | 195 | 197 | 200 | 204 | 209 | |
| Max. Plume Length (FT) | 5 | 11 | 17 | 24 | 33 | 42 | 53 | 64 | 74 | 85 | 106 | 127 | |
| Motive Flow (GPM) | 30.8 | 43.6 | 53.4 | 61.6 | 68.9 | 75.5 | 81.5 | 87.2 | 92.5 | 97.5 | 107 | 115 | |
| 1-1/2" FNPT | Outlet Flow (GPM) | 154 | 218 | 267 | 306 | 345 | 378 | 384 | 389 | 395 | 400 | 409 | 417 |
| Max. Plume Length (FT) | 7.5 | 16 | 24 | 34 | 46 | 60 | 75 | 90 | 105 | 120 | 150 | 180 | |
| 2" FNPT | Motive Flow (GPM) | 61.6 | 87.2 | 107 | 123 | 138 | 151 | 163 | 174 | 185 | 195 | 214 | 231 |
| Outlet Flow (GPM) | 308 | 436 | 534 | 616 | 689 | 755 | 767 | 778 | 789 | 799 | 818 | 835 | |
| Max. Plume Length (FT) | 11 | 23 | 34 | 48 | 65 | 85 | 106 | 127 | 148 | 170 | 212 | 255 | |
| Motive Flow (GPM) | 142 | 201 | 246 | 283 | 317 | 347 | 375 | 401 | 426 | 449 | 491 | 531 | |
| 3" FNPT | Outlet Flow (GPM) | 708 | 1,003 | 1,228 | 1,417 | 1,585 | 1,737 | 1,764 | 1,790 | 1,815 | 1,836 | 1,880 | 1,920 |
| Max. Plume Length (FT) | 16 | 34 | 51 | 73 | 99 | 129 | 161 | 193 | 225 | 257 | 322 | 386 | |
| 4" Flanged | Motive Flow (GPM) | 246 | 349 | 427 | 493 | 551 | 604 | 652 | 698 | 740 | 780 | 856 | 920 |
| Outlet Flow (GPM) | 1,232 | 1,744 | 2,136 | 2,448 | 2,760 | 3,024 | 3,072 | 3,112 | 3,160 | 3,200 | 3,272 | 3,336 | |
| Max. Plume Length (FT) | 22 | 41 | 60 | 95 | 132 | 164 | 196 | 228 | 260 | 295 | 360 | 424 | |
| 6" Flanged | Motive Flow (GPM) | 493 | 698 | 854 | 986 | 1,102 | 1,208 | 1,304 | 1,395 | 1,480 | 1,560 | 1,712 | 1,840 |
| Outlet Flow (GPM) | 2,464 | 3,488 | 4,272 | 4,896 | 5,520 | 6,048 | 6,144 | 6,224 | 6,320 | 6,400 | 6,544 | 6,672 | |
| 8" Flanged | Motive Flow (GPM) | 986 | 1,395 | 1,709 | 1,971 | 2,205 | 2,416 | 2,608 | 2,790 | 2,960 | 3,120 | 3,424 | 3,680 |
| Outlet Flow (GPM) (FT) | 4,928 | 6,976 | 8,544 | 9,792 | 11,040 | 12,096 | 12,384 | 12,448 | 12,640 | 12,800 | 13,088 | 13,344 | |
| 10" Flanged | Motive Flow (GPM) | 1,971 | 2,790 | 3,418 | 3,942 | 4,410 | 4,832 | 5,216 | 5,581 | 5,920 | 6,240 | 6,848 | 7,360 |
| Outlet Flow (GPM) | 9,856 | 13,952 | 17,088 | 19,584 | 22,080 | 24,192 | 24,576 | 24,896 | 25,344 | 25,600 | 26,176 | 26,688 | |
 |
| Dimension A | Dimension B | Dimension C | Dimension D | ||||||
| Size | Max Free Passage | IN | (mm) | IN | (mm) | IPS | (mm) | IN | (mm) |
| 3/8" | 0.2656 | 5.00 | (127) | 2.50 | (64) | 3/8 MNPT | (10) | .50 | (12) |
| 3/4" | 0.4062 | 7.25 | (184) | 3.69 | (94) | 3/4 MNPT | (20) | .81 | (20) |
| 1-1/2" | 0.5625 | 10.88 | (276) | 5.50 | (140) | 1-1/2 FNPT | (40) | 1.12 | (28) |
| 2" | 0.8125 | 14.50 | (368) | 7.69 | (195) | 2 FNPT | (50) | 1.62 | (41) |
| 3" | 1.1875 | 22.00 | (559) | 11.75 | (298) | 3 FNPT | (80) | 2.50 | (63) |
| 4" | consult | 25.00 | (635) | 12.00 | (305) | 4 FLGD | (100) | 3.00 | (76) |
| 6" | consult | 35.00 | (889) | 25.00 | (635) | 6 FLGD | (150) | 4.50 | (114) |
| 8" | consult | Contact Us for 8" and Over | |||||||